Common Reasons for Drill Failure
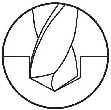
Oversize Hole
a. Lips of unequal length, one lip is doing all the work. Suggest: Re-grinding the drill.
b. Chisel edge not central. Suggest: Re-grinding the drill.
c. Machine spindle out of true. Check for damage to chuck or spindle.

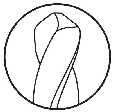
Unequal Chips
a. Lips of unequal length as in 1a. Long chip from one side indicates that it is doing all the work. Suggest: Re-grinding the drill.
b. Drill point angle is off; low on one side and high on the other consequently the chisel edge will be off centre.
c. Relative lip height; too great a difference.
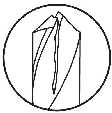
Splitting up the Web
a. Insufficient lip clearance. Suggest re-grinding drill.
b. Too high a feed rate. Check recommended conditions.
c. Striking drill point with hard object.
d. Ejecting drill onto machine base.
Both c. & d. cause bruising to the chisel edge, which will show up under use as a fracture.
e. Surface cracks on the flanks can be caused by overheating when grinding and then quenching.
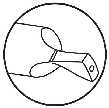
Broken Tang
The tang is for ejection purposes only. Allowing the torque to be taken by the tang will result in breakage's.
Always ensure that the taper socket is free from foreign matter and damage, so that friction alone drives through the taper.
The positive helix angle of the drill, will, when opening out an existing hole pull the Morse taper out of contact, which will result in a broken tang.
Pilot holes should only be 1.5 times the chisel edge.
Breaking Down of the Outer Corners
a. Peripheral speed too high burning out the corners.
b. Inadequate lubrication / coolant.
c. Interrupted feed on work hardening materials.
d. Work not supported adequately.
e. Opening out existing holes.
Chipping of Lips
a. Lip clearance too great.
b. Feed rate too high.
c. Drill surging on break through.
d. Quenching drill on re-grinding.
Breaking of Drills
a. Drill worn or improperly point ground.
b. Drill slipping in drive.
c. Drill flutes choking in swarf.
d. Insufficient lip clearance.
e. Work not rigid.
f. Feed rate too high or drill pulling through on breakthrough.